
Durch die Komplettbearbeitung auf einer Maschine fertigt unser Kunde, die LIFTKET Hoffmann GmbH, heute mit einer deutlich reduzierten Gesamtlaufzeit.
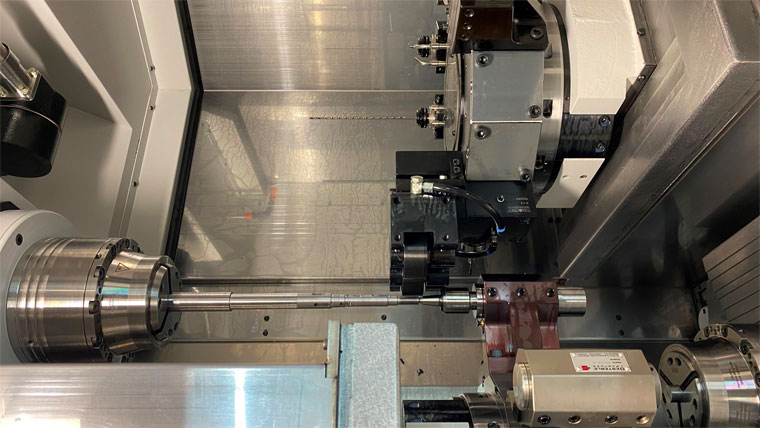
Fertigung einer Ritzelwelle in einer Aufspannung
AUFGABENSTELLUNG
„Liefert uns eine Maschine, die das Bauteil in einer Aufspannung zeichnungsgerecht fertigen kann.“
Die LIFTKET Hoffmann GmbH ist ein international renommierter Hersteller von Elektrokettenzügen im Traglastbereich von 125 kg bis 25.000 kg. Auf dem Firmengelände in der Nähe von Leipzig konstruieren, entwickeln und fertigen derzeit rund 250 Mitarbeiter Hebezeuglösungen.
WERKSTÜCK
- kritisches Längen-Durchmesser-Verhältnis:
L = 300 mm, D zwischen 10 und 19 mm - Tieflochbohrung: L = 136 mm, D 4,2 mm, somit fast 33 x D
- radiales Gewinderollen
- Abstützung beim Gewinderollen
- Mehrere Nuten über eine Länge von 242,5 mm
- Abstützung beim Nutenfräsen
- Vibrationen beim Drehen aufgrund der Länge und Materialstärke
- beschädigungsfreies Ausschleusen der Welle
LÖSUNG
In diesem Fall lautete sie: BIGLIA B 465T2Y2, unser doppelspindliges CNC-Drehzentrum mit zwei Revolvern und zwei Y-Achsen.
Durch die Anordnung der zwei Revolver (oben und unten) und der absenkbaren Gegenspindel kann die lange Bohrung (trotz geringer Spitzenweite) auf der Hauptspindel kollisionsfrei gefertigt werden, während simultan auf der Gegenspindel die Rückseite bearbeitet wird.
ERGEBNIS
Durch die stabilen Revolver und die Flachführungen in den X-Achsen konnte der überdimensionierte Gewinderollkopf voll integriert und höhere Vorschub- und Schnittwerte erzielt werden. Darüber hinaus wurden auch die Standzeiten der Werkzeuge erhöht.
Die Gesamtlaufzeit wurde durch die Komplettbearbeitung auf einer Maschine deutlich reduziert.



WIR SIND GERNE FÜR SIE DA
Haben Sie Fragen?
Können wir Sie bei Ihrem Projekt unterstützen?